电 话:0514-88454886
传 真:0514-88451097
邮 箱:gpmymy@126.com
825038263@qq.com
地 址:江苏省宝应县韦镇凤凰路
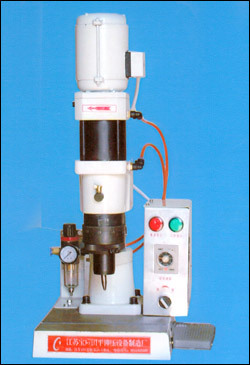
气动旋铆机专家指出,板件冲压和液压系统相比,无铆钉冲压通过软到位(即在模具接触工件前系统内只有低压) ,可在快进行程中保护模具,保证工件无冲击、无噪声,极大地提高了工件的加工质量。接触工件后,通过油压开关和压力表控制冲压力。而液压系统中模具与工件高压碰撞,只有通过附加设施才能加以避免。
通过冷挤压而实现的无铆钉 点连接技术,其适应范围极广,理论上讲只要能发生塑性变形的金属板材都可以采用无铆钉连接,即使对不锈钢这种塑性较差的材料,无铆钉连接同样可以达到相当好的效果 。用无铆钉冲压连接代替点焊,效率提高12 倍,凸点均匀整齐,连接可靠,质量稳定,更有利于后续漆前处理和电泳底漆。


无铆钉连接技术对板件表面无任何要求,不需除油处理,即使在极狭窄的法兰边上或很小的安装空间里,也可以成功地进行无铆钉连接。连接点处板件表面可以有薄的镀层、漆层、覆盖的塑料膜,连接板之间还可以用纺织品、塑料、箔、薄膜、纸作为中间夹层,在进行无铆钉连接时都不会被破坏,也不会影响其抗腐蚀性能和防锈性能。
无铆钉连接要求所连接构件的材料需具有一定的延伸率,因为连接过程中材料在被连接部位剧烈变形及塑性流动,塑性差的材料在连接过程中往往被拉断。试验中发现具有一定延伸率的不同材料板件之间的连接一般都能取得理想的连接效果,但板件材料强度或延伸率相差过大的不同材质的组合冲压连接不理想。
无铆钉连接点径、组合板厚的选择与无铆钉模具相关连,必须很好选配,保证有适当的侧向过盈量,这样在冲压连接的过程中才有充足的材料产生塑性流动而相互镶嵌。不能任意组合,否则轻则造成连接不良,重则损坏模具或机床。铆接点的直径越大连接强度越高,无铆钉设计时尽量避免使用单点,单点在有较大扭矩时有转动的趋势 。

服务热线:0514-88454886
电子邮箱:gpmymy@126.com
825038263@qq.com
公司地址:江苏省宝应县韦镇凤凰路

微信扫一扫