电 话:0514-88454886
传 真:0514-88451097
邮 箱:gpmymy@126.com
825038263@qq.com
地 址:江苏省宝应县韦镇凤凰路
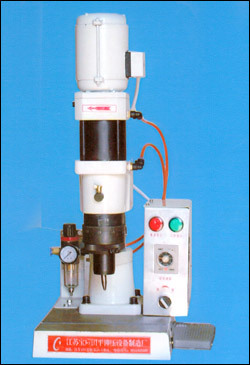
摆碾铆接法就是铆头对工件首要进行点接触边经过气缸或液压缸对工件表面加压一同进行全方位的辗压,使工件表面瞬时变形而发作铆合的效果。而径向铆接法则是对中心点加压然后使金属向四周变形碾压。
就两种铆接法比较而言,径向铆接对工件表面变形时的压力需要比摆辗式铆接要大,一同它的正负球面由于直接受压,故障率高,所以易损,经过我们多年的理论,此方法已逐步被摆辗式所代替,而且它的加工工件的质量外观不如摆辗式的好,一同它的故障率高,所以如今客户都选择了摆辗式的旋铆机.
在旋铆工件时,摆辗式的安稳性能好,而影响加工质量,工件不会出现径向式的颤抖.独特是在圆弧形铆合时,运用摆辗式铆合时,工件基本上不用手去接触工件,便能结束铆合作业。


气动旋铆机及其模具、辅助设备的正确使用和正确的维护保养,对设备的工作质量,对设备的工作质量使用寿命有直接关系。
1、维护工作的内容
(1)按旋铆机设备的润滑图标进行注油润滑。
(2)放掉空气系统油水分离器内的水和杂质,并对准油器加入润滑油,调节注油量,使旋铆机在每一个工作行程中均匀注入几滴润滑油。
(3)工作前应检查旋铆机设备各部分的固定和连接情况,打开空气系统检查系统压力应不低于0.5MPa。
(4)正式旋铆前,应先试机,检查各机构工作是否正常。
(5)按铆接件的夹层厚度、铆钉直径及工作开敞情况,选择旋铆模并调整旋铆机。
(6)进行试铆,检查铆接质量(墩头、高度、直径和形状)及铆接件表面质量(有无凹陷、划痕、压伤及其他缺陷)。
2、工作中应注意的事项
(1)工作中,发现旋铆机设备出现故障,应进行检查并给以排除,如故障严重,应停止铆接并进行修理。
(2)注意观察压力表,当气源压力低于0.4MPa时,应停止铆接。
(3)注意铆钉的数量和直径,不超过旋铆机的负载,旋铆形成墩头的压力与铆钉材料和直径有关(详情请见表)。
(4)对变厚度的铆接件进行成组旋铆时,应选用有斜度的铆接模,以防止墩头歪斜。

服务热线:0514-88454886
电子邮箱:gpmymy@126.com
825038263@qq.com
公司地址:江苏省宝应县韦镇凤凰路

微信扫一扫