电 话:0514-88454886
传 真:0514-88451097
邮 箱:gpmymy@126.com
825038263@qq.com
地 址:江苏省宝应县韦镇凤凰路
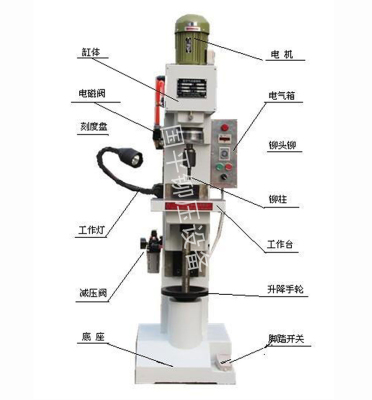
气动旋铆机出力快,工作效率高,工作噪音低且故障率极低,液压旋铆机比气动旋铆机出力大,但是其它性能比不上气动旋铆机。根据你铆钉的大小可以灵活选用气动旋铆机或液压旋铆机。摆碾铆接是铆接头以一定的摆动角度以旋转的方式与工件需要铆接的部位接触;径向铆接是球面运动副配合行星运动,使铆头成梅花运动。但是国内径向旋铆的技术还不成熟,铆接不稳定,球面副寿命低且成本高。而摆碾铆接的技术相对来说相当成熟了,所以建议使用摆碾旋铆机。


油压式旋铆机是非常好用的设备,但是如何正确使用呢?
1、检查操作人员的操作,油压旋铆机铆接夹具的定位,铆接高度和铆钉结构工艺性。
2、检查并规范操作人员的操作和夹具上零件的定位;在这种情况下尽量在夹具上增加预压机构
3、检查操作人员的操作,油压旋铆机铆接夹具的定位,铆接高度和铆钉结构工艺性及铆钉和零件材料成分和硬度。
4、检查油压旋铆机铆头结构设计,通知工装设计员更改。
5、检查零件在在夹具上的定位与支撑、铆头设计、铆钉尺寸材料和硬度以及铆钉结构对铆接工艺的适用性;铆钉结构和铆接夹具的结构上必需要保证支撑面的面积至少要大于1.2倍的铆接面的面积,铆钉与铆座之间的最大间隙要控制在0.3mm以内。
6、铆接工序开始时,调整油压旋铆机铆床工作台位置后将其锁紧;测量首件末件零件的铆接高度,规范铆工操作,铆头落到下极限位置后停留几秒钟后再松开踏板。

服务热线:0514-88454886
电子邮箱:gpmymy@126.com
825038263@qq.com
公司地址:江苏省宝应县韦镇凤凰路

微信扫一扫