电 话:0514-88454886
传 真:0514-88451097
邮 箱:gpmymy@126.com
825038263@qq.com
地 址:江苏省宝应县韦镇凤凰路
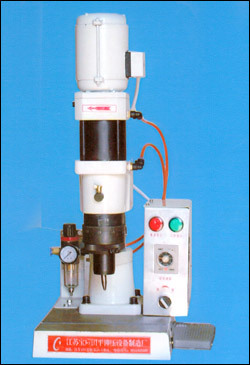
1、气动旋铆机接通电源和气源(注:电源必须为三相四线制380V交流电源,插头上面的接地标识的线不能接地线而是220V零线,否则无法正常工作;气管是即拔即插式的,0.7MPa压缩空气,通过过滤减压阀调节气压至0.6MPa以内);
2、将下工装夹具预先安装在工作台面上(此时先不固定),装上随机配备的铆接头(直接插入铆头总成);
3、将铆头总成上方可旋转的行程微调螺母按逆时针方向往上旋至最上端;
4、松开机体后面的四颗紧定螺栓(为下一步调节闭合高度作准备);
5、装上需铆接的工件,按 下启动按钮,摁动操作方式按钮确保其处于“手动”状态,按住脚踏开关(不得松开),此时铆头旋转并下行至最低点 ;
6、通过闭合高度调节机构调节闭合高度至铆头与工件之间的距离接近1mm;
7、气动旋铆机调整工装夹具的位置,使铆接头的旋转轴线与工件(铆钉)的轴线对齐(从前后与左右即“X”方向与“Y”方向观测),确认对好中心点后松开脚踏开关,将工装夹具固定在工作台上;
8、锁紧机体后面的四颗紧定螺栓→装夹上需要铆接的工件,向下缓慢调节行程微调螺母(每次调节1/3圈左右)直至达到所需铆接要求;
9、气动旋铆机重新装夹另一工件,摁下操作方式按钮使其置于自动位置,调节铆接时间至1.5S~2S,点摁脚踏开关自动铆接工件,一次工作循环工件如未达到所需的铆接效果,只需略微延长铆接时间即可

优点:气动旋铆机材料属性不同的、有镀层的及很难用焊接方法连接的材料可以进行铆接;用自冲铆接方法对铝及高强度钢材进行铆接,铆接牢靠性要比点焊好;铆接质量稳定,达到牢固一致的铆接效果;铆接过程清洁,无烟雾;比焊接消耗能量少得多;铆接过程比较容易进行自动化。
缺点:气动旋铆机连接钢板时,自冲铆接比点焊的抗拉强度小;铆接时,尾部出现突出的“铆扣”,不够平齐;由于铆接过程需要较大压力,铆接设备比较笨重;在进行自冲铆接时,铆接处材料的两面都必须接触(一面是冲头,一面是模具),而不进行单面铆接。' k9 t) o- Z: A

服务热线:0514-88454886
电子邮箱:gpmymy@126.com
825038263@qq.com
公司地址:江苏省宝应县韦镇凤凰路

微信扫一扫